The shape of the waterjet stream means that inside corners cut on the waterjet cannot be perfectly sharp.
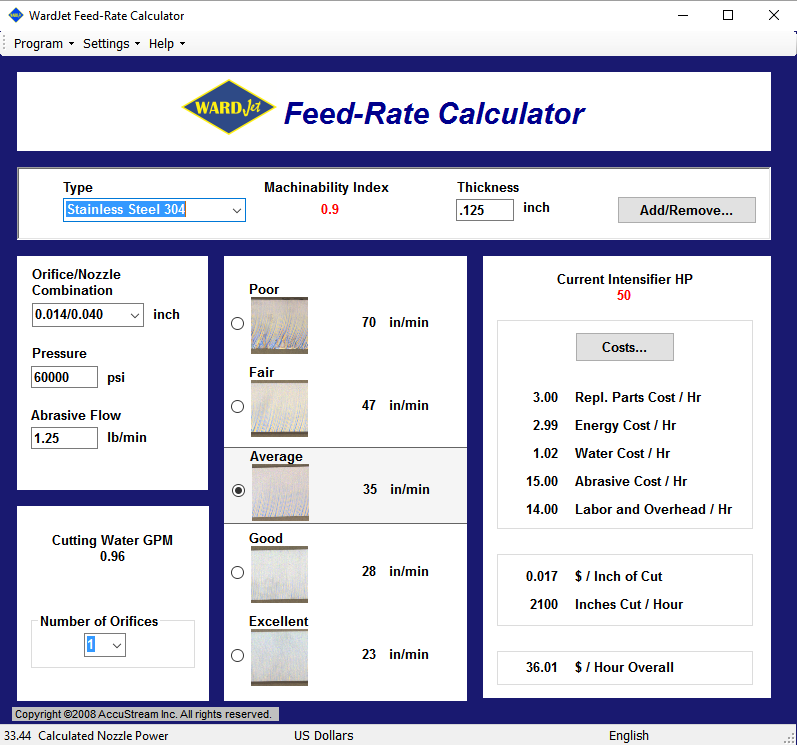
Water jet cut rate.
Precision water jet cutting serving the cincinnati dayton areas and beyond.
These costs should be relatively universal regardless of the manufacturer of your waterjet.
Simply put the higher the pressure the faster the cut.
Unfortunately as the pressure increases so does the cost and maintenance so this is not as simple as it seems.
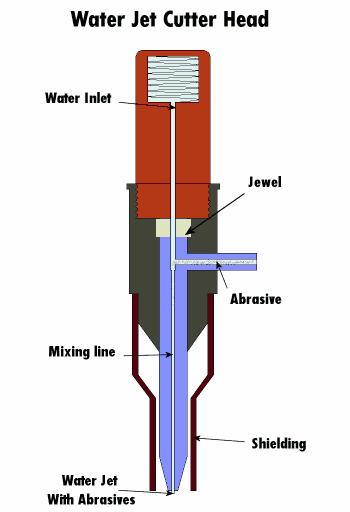
The width of the waterjet cutting stream is typically 0 04 inches or 1 mm.
To calculate your material cutting speed and waterjet pump pressure download the kmt 60 000psi 90 000psi cutting calculator on your computer.
This is also why you rarely see production pumps that run more than 60 000 psi 4 100 bar.
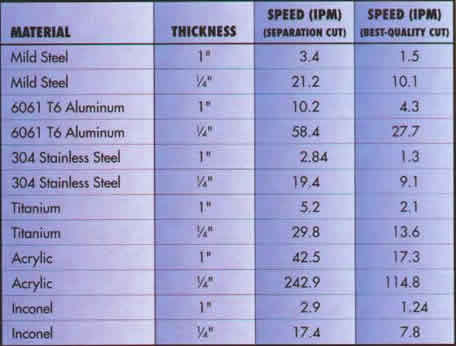
Get information about cutting feeds speeds for waterjet granite cutting titanium sheet water jet and many other metals.
513 874 5550 call us today.
Then you would pick an abrasive jet and expect to have a very imprecise cut almost like oxy acetylene burning.
180 south ave po box 517.
Hourly cost to run an waterjet the long answer.
There are several items to keep in mind when looking at the cost per hour to run a waterjet.
For each of these i figured the cost of power wear parts water and abrasive on a cost per hour basis as shown in the chart below.
The more water you flow the faster the cut.
Parts cut using ordinary waterjet cutting will have a slight taper along the cut edge of the part typically between 0 0005 inches and 0 01 inches.
The top face is cut accurately and the accuracy gets worse as you get toward the bottom face.
90 000 psi 125 hp pump running two cutting heads.
The less common microjet waterjet cutting heads have a smaller nozzle and stream width of 0 02 inches 0 5 mm.
The jet was not a very rigid precise cutting tool and so early abrasive jets say in the 80s were used if you had absolutely no other possible way to cut the material.
This is due to the waterjet cutting stream spreading out as it gets farther from the nozzle.